MTBF — Mean Time Between Failures — is one of the most cited and most misused metrics in rotating equipment reliability. Cited because it provides a single number that can be tracked over time and compared across equipment populations. Misused because the definition of "failure" is inconsistent across organizations (does a degraded seal that required corrective maintenance count as a failure?), because small sample sizes make MTBF estimates statistically unreliable for individual machines, and because MTBF is a mean that can mask bimodal failure distributions where some machines fail early and some run very long. Despite these limitations, MTBF benchmarking against industry reference data remains a useful starting point for reliability program calibration — provided you understand what the numbers represent and where they come from.
Industry Reference Data: OREDA and ISO 14224
The most authoritative industry source for rotating equipment failure rate data in oil and gas applications is OREDA (Offshore and Onshore Reliability Data), a consortium-maintained database with contributions from major oil and gas operators. OREDA reports failure rates by equipment type, failure mode, and service environment in terms of failures per million operating hours (λ, failures/Mhour), which can be converted to MTBF as MTBF = 1/λ × 10^6 hours. ISO 14224 provides the taxonomy and data collection methodology that OREDA data conforms to.
The OREDA database is updated in editions; the most recent edition relevant to onshore midstream operations contains data from both offshore platform equipment and onshore processing facilities. The failure rate data for centrifugal pumps and compressors in onshore service shows significant variation by service environment (general process vs. corrosive service), by equipment age cohort, and by operating mode (continuous vs. intermittent). These are not minor factors — failure rates for the same equipment class can vary by a factor of 3–5 across environmental and operational contexts.
For midstream operations specifically, direct OREDA data on pipeline pump stations is less abundant than data from offshore platforms or refineries, because midstream is less represented in the OREDA contributor base. The practical approach is to use OREDA data as an order-of-magnitude reference and calibrate against your own operating experience as your fleet data accumulates.
Centrifugal Compressor MTBF Benchmarks: 18–36 Months as Industry Range
For centrifugal compressors in midstream gas service — single- and multi-stage machines on natural gas, NGL vapor, or lean/rich amine service — typical reported MTBF for "corrective maintenance" (unplanned shutdowns requiring maintenance intervention) is in the range of 18–36 months. This range is consistent across multiple reference sources, including OREDA data, API 691 (Risk Based Inspection for Rotating Equipment in Continuous Service) guidance, and published reliability studies from large midstream operators.
The lower end of this range (18 months) is characteristic of: sour gas service with H2S content above 500 ppm; machines running at high specific speed (Ns above 1.0 in compressor map units); older machines with seal systems not designed for dry gas service; and equipment in high-cycling, load-following service that imposes more startup/shutdown fatigue cycles than steady-state base load operation. The upper end (36 months and beyond) is more characteristic of: clean sweet gas service; modern machines with JSEAL or dry gas seals in good condition; base-load operation with stable suction conditions; and facilities with good lube oil and seal gas system maintenance discipline.
A meaningful benchmark for a growing midstream operator to track is not absolute MTBF alone but MTBF trend over time and MTBF relative to a comparable fleet cohort. An increase in average MTBF from 22 months to 28 months across a six-compressor gas processing station, correlated with the implementation of a condition monitoring program, is a cleaner measure of program effectiveness than the absolute number in isolation.
Pipeline Pump MTBF Benchmarks: 24–48 Months for Mainline Service
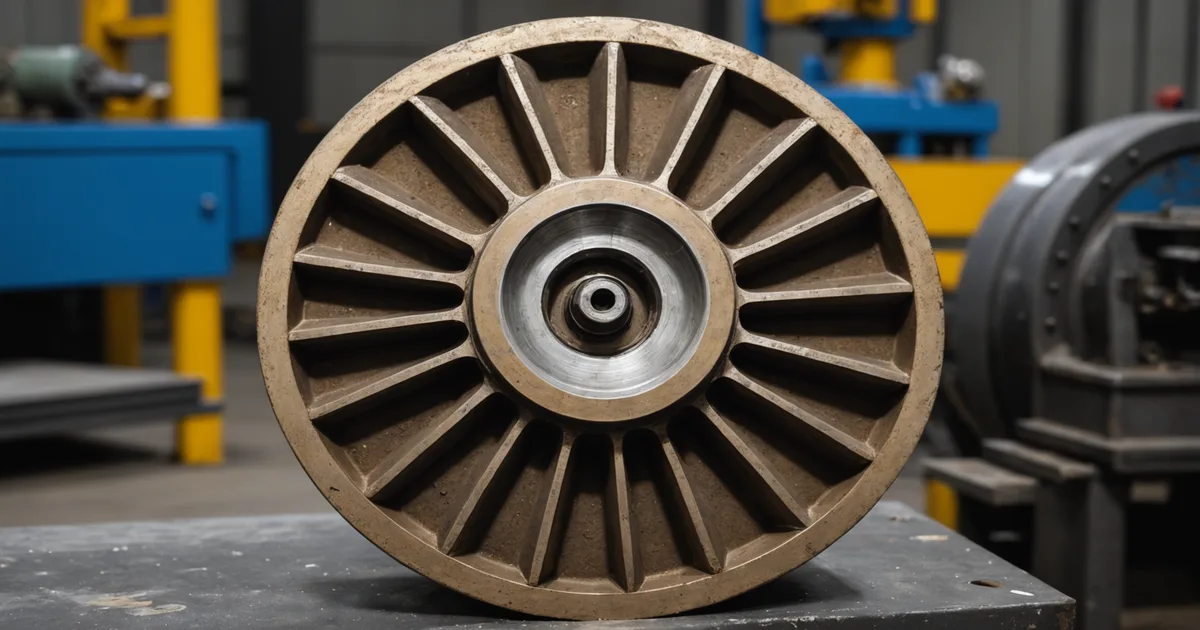
Centrifugal pumps in crude oil and products pipeline mainline service generally show better MTBF than gas compression equipment, partly due to the lower thermal stresses, lower rotating speeds (typically 900–3600 RPM vs. 3000–15,000 RPM for centrifugal compressors), and less aggressive process environments in crude service vs. gas service. Industry reference data suggests MTBF for mainline crude pipeline pumps in the range of 24–48 months for major corrective maintenance events (seal replacements, bearing failures requiring complete teardown), with a notable exception for high-temperature crude or high-sulfur crude service where abrasive wear of wear rings and impellers shortens the lower end of this range.
Mechanical seal failure is typically the single largest contributor to unplanned pump downtime in midstream service, accounting for 40–55% of unplanned maintenance events in published failure mode distribution data. This distribution varies with seal type (single mechanical, dual mechanical, tandem), seal flush plan (API Plan 11, 23, 53A, etc.), and operator maintenance quality for the flush system. For pumps with dual mechanical seals on API Plan 53A or 53B (pressurized barrier fluid), seal MTBF is typically 2–3× that of single mechanical seal designs in comparable service, because the barrier fluid system prevents process fluid from reaching the inboard seal face.
Bearing failure as a failure mode category for pipeline pumps shows MTBF in the range of 36–72 months in good operating condition (well-maintained lubrication, proper shaft alignment, stable suction conditions). The bearing MTBF is very sensitive to alignment quality — misalignment that exceeds 0.002 in/in angularity and 0.005 in offset at coupling faces can reduce bearing life by 30–50% based on bearing load calculation models.
Gas Turbine Driver MTBF: Different Failure Mode Distribution
Gas turbine drivers in midstream compression service — both aeroderivative and industrial frame turbines — have a different failure mode distribution than pumps and driven compressors. The dominant failure modes for turbine hot-section components (combustion liners, transition pieces, first-stage nozzles) are driven by thermal cycling and oxidation, not mechanical vibration. Vibration-based condition monitoring is primarily relevant for the turbine's mechanical components: compressor and turbine rotor balance, bearing condition, gearbox (for single-shaft units driving through a speed-reducing gearbox), and the driven compressor itself.
MTBF for major maintenance events (combustion inspection equivalent, hot section inspection) on gas turbine drivers is typically defined by the OEM's maintenance interval — often 8,000–12,000 equivalent operating hours for combustion inspections and 24,000–32,000 hours for major inspections on industrial frame machines. These are calendar-based intervals, not condition-based. Condition monitoring's role for turbine drivers is therefore different from its role for pumps and compressors — it supplements calendar-based maintenance by detecting out-of-schedule events (bearing failures, rotor damage, compressor fouling) rather than defining the maintenance interval.
Using Condition Monitoring Data to Track Your Own MTBF
Calculating meaningful MTBF from your own fleet requires: a consistent definition of what counts as a "failure" event; accurate tracking of operating hours (not calendar time, but actual running hours from the historian or SCADA); and a sufficient number of failure events to produce statistically stable estimates. For small fleets of 5–10 machines, even 3–5 years of operating data may not produce MTBF estimates reliable to better than ±30% — and that uncertainty needs to be communicated when presenting MTBF numbers to maintenance managers.
Condition monitoring data improves MTBF tracking by providing a more complete picture of corrective maintenance drivers. Without monitoring, many early interventions — bearing replacements triggered by elevated temperature, seal repairs triggered by leakage before the seal fails catastrophically — may not be recorded consistently as "failures" in the maintenance management system. With monitoring, the alert trigger, the maintenance response, and the repair finding can be correlated and categorized consistently, producing more reliable failure mode distribution data for MTBF computation.
We are not saying that condition monitoring improves MTBF directly — the improvement comes from predictive interventions that extend equipment life by addressing degradation before it progresses to failure. We are saying that condition monitoring data is also an essential input to the MTBF tracking system itself, improving the denominator quality (more accurate failure event capture) as well as driving improvement in the numerator (longer operating intervals between failures).
Midstreamly tracks alert history, maintenance response, and failure event records to support MTBF analysis by equipment class. Book a technical demo to see the reliability analytics workflow.